Снятие
1. Устанавливаем автомобиль на смотровую яму или эстакаду (см. «Подготовка автомобиля к TO и ремонту»).
2. Снимаем с двигателя головку блока цилиндров (см. «Прокладка головки блока цилиндров — замена»).
4. Отворачиваем гайки крышек шатунов (не снимая коленчатого вала) и выталкиваем поршень с шатуном из блока цилиндров (см. «Коленчатый вал — снятие и установка»).
5. Вынимаем из крышки шатуна сталеалюминиевый вкладыш.
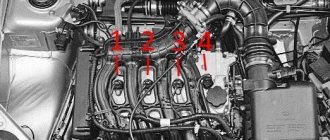
На шатуне и крышке клеймением нанесен номер цилиндра, в который они устанавливаются.
6. Устанавливаем шатун в тиски и снимаем с поршня два компрессионных и одно маслосъемное кольцо с расширителем.
7. Через оправку выпрессовываем палец из шатуна и снимаем поршень.
Аналогично снимаем поршни остальных цилиндров.
Перед установкой на шатун поршневой группы необходимо подобрать ее детали.
Работа дизельного и бензинового ДВС
Чтобы лучше понимать значение зазора поршневых колец в работе двигателя рассмотрим, как работают две наиболее распространённые системы. В действительности, разница между ними не так велика, по крайней мере, в конструкционном плане.
Главное отличие заключается в процессе воспламенения. В дизельных двигателях он происходит благодаря повышению давления. В результате растёт температура, после чего форсунка впрыскивает топливо внутрь, и воспламенение происходит само собой.
Бензиновый двигатель устроен немного по-другому. Вместо форсунки, в верхней части поршней устанавливаются свечи, которые и подают искры. Естественно, при такой конструкции нормальный зазор поршневых колец очень важен.
Это интересно: Как разобрать вилку велосипеда с амортизатором
Подбор деталей шатунно-поршневой группы
1. Подбираем поршень к цилиндру. Расчетный зазор между цилиндром и поршнем двигателя должен составлять 0,06-0,08 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор — 0,15 мм. Диаметр поршня измеряем в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни изготавливаются пяти классов (А, В, С, D и E) через 0,01 мм, а по диаметру отверстия под поршневой палец — трех категорий через 0,004 мм. В запасные части поставляются поршни групп А, С и E. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Для правильной ориентировки поршня относительно цилиндра на стенке поршня (рядом с бобышкой) выполнена метка «П», которая должна быть направлена к передней части блока цилиндров.
Диаметр цилиндра измеряем нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя.
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах судим о величине износа цилиндров.
Схема измерения диаметров цилиндра:
1, 2, 3 и 4 — номера поясов; А и В — направления измерений
Цилиндры по диаметру разбиты через 0,01 мм на пять классов: А, В, С, D и E. Класс цилиндра выбит на нижней плоскости блока.
2. Подбираем палец к поршню. Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя — первая категория, зеленая — вторая, красная — третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
3. Проверяем зазор между канавками и поршневыми кольцами. Зазоры должны соответствовать величинам, приведенным в табл. 8.1.3 (см. ниже). Увеличенный зазор приводит к быстрому износу (разбиванию) канавок поршня.
Таблица 8.1.2. Размеры основных сопрягаемых деталей двигателя
Поршень — цилиндр (для двигателя ВАЗ-2103)
Поршень — цилиндр (для двигателей ВАЗ-2106, ВАЗ-21011)
2-я категория (зеленая метка)
3-я категория (красная метка)
Поршневой палец — верхняя головка шатуна
Таблица 8.1.3. Зазоры в сопряжении канавок и поршневых колец
Верхнее компрессионное кольцо — канавка поршня
Нижнее компрессионное кольцо — канавка поршня
Маслосъемное кольцо — канавка поршня
Таблица 8.1.4. Зазоры в замках поршневых колец
Верхнее компрессионное кольцо
Нижнее компрессионное кольцо
Методы тюнинга двигателя шестерки
Кованные поршни
Завод обычно устанавливает литые поршни. Для того, чтобы уменьшить нагрузку, можно поставить вместо них кованные. Они имеют меньший вес. Более того, на большой скорости литье начинает работать менее эффективно, чем кованный металл.
Также можно заменить шатуны на H-образные кованные, у которых длина несколько больше, чем у родных. Это позволит улучшить сжатие горючего вещества. Нужно помнить, что при увеличении длины шатуна, необходимо ставить поршни, компрессионная высота которых меньше родной.
На выходе мы получаем более форсированный двигатель.
Процесс расточки
Этот метод позволяет значительно повысить мощность двигателя. В классическом варианте имеется 8 клапанов. Каждый из цилиндров движка имеет 400 см. Для расточки со стенки каждого цилиндра снимается небольшой слой стали. Работа эта выполняется на специальных станках. В-принципе, снять можно столько слоя, сколько это позволят сами цилиндры. Но нужно помнить о том, что это сокращает пробег цилиндров на тысячи километров.
После расточки появляется возможность установить увеличенный по диаметру поршень. В результате мы получаем повышение мощности движка аж на несколько десятков лошадиных сил.
Крутящий момент.
Благодаря установки более совершенного распределительного вала можно значительно увеличить крутящий момент двигателя. Например, можно прибавить к мотору аж до двух тысяч оборотов. В результате автомобиль будет уже на первой скорости разгоняться гораздо лучше, чем при стандартном движке.
Внедрение 16-клапанного блока цилиндров
Это довольно сложная процедура, требующая глубоких познаний в устройстве мотора шестерки. Старый блок полностью вынимается, а на его место в разобранном состоянии ставится новый блок. В нем пока не установлены ни головка, ни шестеренки, ни ремни и .т.д. Прежде чем закончить сборку, новый шестнадцатиклапанник нужно соединить с коробкой передач. И только после этого завершается сборка до конца.
Естественно, что после этой процедуры не получится использовать классический жигулевский бензонасос. Некоторые ставят на его место насос от «Волги».
Также для двигателя 16V придется устанавливать и более мощный генератор. Например, отлично подойдет генератор, который стоит в «Ниве».
Потребуют замены и другие детали: это ремни и цепи распределительного вала, маховик, коленвал, выжимной цилиндры, ЭБУ, форсунки, камеры сгорания.
Да, работы много. Но без всех этих модификаций вы не сможете ощутить всю мощь двигателя с 16 клапанами.
Сборка шатунно-поршневой группы
1. Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.
2. Палец шатуна охлаждаем в морозильной камере. Нагреваем верхнюю головку шатуна до 240°С паяльной лампой или промышленным феном, зажимаем шатун в тисках и надеваем на него поршень (метка «П» на поршне должна находиться со стороны отверстия для выхода масла на нижней головке шатуна).
3. Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.
4. После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
5. Смазываем поршневые кольца и канавки маслом для двигателя. Устанавливаем на поршень кольца и ориентируем замки колец. Замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца должен быть направлен в противоположную сторону, а замок маслосъемного кольца — под углом 30-45° к оси поршневого пальца между замками компрессионных колец. Нижнее компрессионное кольцо устанавливаем выточкой вниз. Если на кольце нанесена метка «ВЕРХ»
или
«ТОР»
, она должна быть направлена, к днищу поршня. Стык пружинного расширителя маслосъемного кольца должен располагаться со стороны, противоположной замку кольца.
↑ Порядок замены поршней на ВАЗ 2106
Извлекаем поршень с шатуном из блока цилиндров.
В нижних головках и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.
Зажимаем шатун в тиски и, разжимая, снимаем верхнее и нижнее компрессионные кольца. При их последующей установке метка «ВЕРХ» или «ТОР» должна быть направлена к днищу поршня.
Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.
Снимаем маслосъемное кольцо с расширителем.
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.
Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой (см. таблицу сопрягаемых деталей).
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
↑ Установка поршневых колец
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.
Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
↑ Установка пальца
Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.
↑ Маркировка на поршне, шатуне и крышке
Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.
Метка «П» на поршне должна быть направлена к передней части блока цилиндров.
Процесс установки коленчатого вала
Перед установкой коленвала на ВАЗ 2106 нужно вымыть, почистить и высушить блок цилиндров. И только после этого начитать процесс.
Инструменты
Для выполнения установки понадобятся следующие инструменты:
- набор ключей;
- набор отверток;
- микрометр;
- расходные материалы (вкладыши, сальники, полукольца);
- динамометрический ключ.
Набор инструментов для ремонта
Если на поверхности вкладышей обнаружены дефекты в виде царапин, задиров, следов износа, их необходимо заменить. Вкладыши нельзя подгонять. При дальнейшем использовании снятых вкладышей нужно проверить зазор между ними и коренными, а также шатунными шейками коленвала. Для коренных допустимый размер — 0,15 мм, для шатунных — 0,10 мм. Если размеры превышают допустимые, вкладыши меняют на большей толщины после расточки шеек. Если правильно отшлифованы шейки и подобраны соответствующие вкладыши, то коленчатый вал должен свободно вращаться.
Сальники, обеспечивающие герметичность коленвала, меняются независимо от того, сколько они простояли. Полукольца, также как и вкладыши, нельзя подгонять. Если обнаружены задиры и царапины, полукольца меняют. Их также меняют в случае, если осевой зазор коленвала больше максимально допустимого, который составляет 0,35 мм. Подбор новых колец осуществляется согласно номинальной толщины или с толщиной, увеличенной на 0,127, чтобы осевой зазор находился в пределах 0,06-0,26 мм.
Этапы
Установка коленчатого вала на ВАЗ 2106 производится в следующей последовательности:
- Сначала запрессовывается опорный подшипник первичного вала.
- Далее надо установить новые вкладыши. Коренные вкладыши устанавливаются необходимого ремонтного размера. Шатунные одинакового размера, поэтому взаимозаменяемы. При установке нужно следить за тем, чтобы не перепутать вкладыши Шатунные вкладыши меньше коренных по диаметру и не имеют кольцевых канавок.
- Затем нужно вмонтировать упорные полукольца в постель 5-го коренного подшипника. При этом канавки должны быть направлены к коленчатому валу. Полукольца подбираются согласно допускам.
Замена изношенных деталей
Коренные и шатунные шейки нужно смазать моторным маслом.Теперь коленвал следует уложить в блок.По меткам устанавливаются крышки подшипников. Поверхность подшипников и шеек следует хорошо вытереть чистой ветошью. При установке крышек нужно следить, чтобы стрелки, нанесенные на них, были направлены вперед по силовому агрегату. Болты крепления нужно подмазать моторным маслом и затянуть с моментом 68-84 Нм.
Далее монтируются шатунные вкладыши и крепятся шатуны. Момент затягивания не должен превышать 54 Нм.Проверяем вращение коленчатого вала, он должен вращаться свободно, легко без люфтов и заеданий.Затем нужно установить задний сальник коленчатого вала.Далее на блок устанавливается поддон картера двигателя.При шлифовке в любом случае необходима замена переднего сальника. Его нужно устанавливать на блок вместе с крышкой.Затянув переднюю крышку, можно устанавливать шкив коленвала.Затем на силовой агрегат устанавливается промежуточный вал, детали ГРМ и ГБЦ.Затем нужно отрегулировать натяжение цепи.Далее устанавливаются метки на распредвале и коленвале.Затем монтируются оставшиеся детали и узлы двигателя.После установки ремня генератора необходимо отрегулировать его натяжение.На последнем этапе устанавливается и регулируется зажигание.
При установке прокладок следует использовать герметик, чтобы обеспечить надежную герметизацию и исключить протекание рабочих жидкостей при дальнейшей эксплуатации автомобиля.
После окончательной сборки нужно завести двигатель и проверить его работоспособность.
Таким образом, ремонт коленвала на ВАЗ 2106 может выполнить даже водитель с небольшим опытом ремонтных работ, при этом значительно можно сэкономить на услугах автосервиса.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы. Подготовить ветошь, набор инструментов и приспособлений:
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов. Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы. Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
- Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины. Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
- Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
Схема плоскостей измерения диаметра цилиндров
- В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
Признаки неисправности
Если ремонтировать коленвал своими руками, то можно значительно сэкономить на автосервисе. Поэтому стоит разобраться с его диагностикой, ремонтом и установкой. Если вовремя не выполнять ремонт, то может заклинить двигатель, а это чревато более серьезным ремонтом. Ниже приведены признаки, которые служат для определения неисправностей:
- при работающем моторе не гаснет лампочка контроля уровня масла, что говорит о снижении давления масла в системе;
- на средних и высоких оборотах слышится металлический стук в двигателе, который увеличивается с возрастанием количества оборотов;
- заклинивает двигатель.
Причиной первых двух неисправностей является выработка коренных и шатунных шеек. В этом случае увеличивается расстояние между шейкой и вкладышем, что приводит к понижению давления масла. Если расстояние слишком большое, возможно биение вала, что является причиной металлических звуков в двигателе. Если заклинивает мотор, то коленвал лучше заменить. Для диагностики исправности коленчатого вала его следует демонтировать и почистить.Лучше снимать деталь вместе с двигателем.
Снимаем деталь с ВАЗ 2106 для осмотра
После снятия нужно выполнить визуальный осмотр шеек и щек, по которому принимают решение о необходимости шлифовки или замены. Для осмотра не нужны специальные приборы, можно понять на ощупь. Если обнаружены царапины и задиры на шейках, то деталь отдают на расточку. Расточку можно выполнять 4 раза. Каждая расточка увеличивает размеры вкладышей на 0,25 мм. После демонтажа коленвала нужно оценить размеры вкладышей, позволят ли они делать расточку. Если шлифовка ни разу не выполнялась, то вкладыши имеют значок без каких-либо цифр.
Коренные подшипники на ВАЗ 2106
Если обнаружены трещины, то коленвал нужно заменить. Можно отдать на наварку, но обычно восстановленные детали выхаживают не более 50 тысяч километров. После расточки нужно отполировать шейки. Затем шейки и коленчатый вал нужно промыть бензином. Также следует тщательно почистить масляные каналы, чтобы загрязнения не попали в подшипники. После промывки бензином нужно продуть масляные каналы с помощью сжатого воздуха.