Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Для чего нужно притирать клапаны
Приведённые ниже способы решения задачи ориентированы в большей мере на владельцев ВАЗовской классики (ВАЗ 2101–2106), но и в случае с моделями ВАЗ 2108–2109 процесс мало чем будет отличаться. Во многих пунктах он вообще универсален.
Чаще всего с необходимостью притирки клапанов сталкиваются при капитальном ремонте двигателя. Заменены поршневые кольца с прокладками, установлены прочие важные компоненты, так что теперь самое время проверить клапаны на герметичность: так выявляется необходимость их притирки.
Следует также помнить, что эта процедура будет нелишней и при проведении иных ремонтных работ. В частности, тех, при которых происходит демонтаж блока цилиндров. Всегда лучше перестраховаться.
Почему важно поддерживать правильный уровень компрессии в двигателе
Одной из важнейших качественных характеристик работы мотора является наличие в камерах сгорания цилиндров рекомендуемого производителем уровня компрессии. Зависит эта характеристика от:
- степени износа самого цилиндра, его поршневых колец, а также поршня;
- качества и целостности уплотняющей прокладки, находящейся между ГБЦ и непосредственно блоком цилиндров;
- насколько плотно впускные клапаны, а вместе с ними и выпускные прилегают к своим посадочным сёдлам во избежание пропуска газов через зазоры.
В идеале во всех цилиндрах компрессия должна быть на одном уровне. А так как износ компонентов поршневой группы практически одинаков, то факт обнаружения в цилиндрах отличной друг от друга компрессии может свидетельствовать о плохой работе клапанов.
По величине компрессии можно предварительно судить о состоянии двигателя: если в цилиндах она неодинакова, пора притирать клапаны
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Основные методы притирки
Притирать клапаны можно с использованием специализированного оборудования или подсобного инструмента:
- Первым вариант — использование автоматизированного станка. В этом случае даже притирки как таковой нет: просто нарезается фаска клапана и седла, чем обеспечивается максимально жёсткая центровка и точность сопряжения. На выходе получаем высокопрочный профиль, способный обеспечить отличную работу мотора.
Автоматизированный процесс притирки клапанов на станке
- Притирать клапаны можно на ручном фрезерном станке. Есть немало станков, в том числе и предназначенных для двигателей определённых модификаций. Здесь тоже всё делается достаточно быстро и точно.
Если в гараже есть ручной фрезерный станок, притирка клапанов может быть выполнена качественно и оперативно
- Притирка клапанов своими руками. Распространённый в народе способ, но, в то же время, наиболее трудоёмкий и продолжительный. Все дефекты и неровности поверхности удаляются при помощи специальной абразивной пасты, а в качестве основного инструмента применяется специальное Т-образное приспособление с отверстием для вставки ножки клапана.
Специальный ключ для ручной притирки клапанов упростит ручную работу
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Притираем клапаны в домашних условиях
Чтобы провести работу быстро и получить качественный результат, необходимо соблюдать такую последовательность действий:
- Разобранная ГБЦ устанавливается на верстак и надёжно закрепляется.
- Нужный клапан размещается на своём месте, а в инструменте фиксируется его стержень.
- На контактную зону клапана со своим седлом наносится слой притирочной пасты.
- Затем клапан размещается таким образом, чтобы полностью отсутствовали просветы.
- Делаются круговые движения по часовой стрелке и против.
- Спустя некоторое время клапан переворачивается, новым слоем наносится абразивная паста и возобновляется вращение.
- Процесс притирки продолжается до тех пор, пока на седле клапана и его тарелке не образуется матовая однородная полоска толщиной 1,5–2,0 миллиметра.
Видео: притирка клапанов вручную без инструментов
Метод сам по себе довольно утомительный. Зато позволяет полностью контролировать процесс притирки и отслеживать получаемый результат.
О правильной притирке седел
На пороге третьего тысячелетия пора отказаться от кустарщины и, если уж вы решили влезть в головку блока цилиндров, влезать туда профессионально, «с головой». О том, как это сделать, расскажет руководитель компании Мотортехнология — Александр Лизунов.
Придет ли в голову здравомыслящему человеку, даже в случае крайней необходимости, сделать больному другу, соседу или собутыльнику нейрохирургическую операцию в домашних условиях? Если уж без этого никак, в округе на тысячу верст — ни одной больницы (пусть даже ветеринарной), то рискнуть можно. Но и тут вам понадобятся хотя бы четыре наиглавнейшие вещи: скальпель, зажим, спирт, огурец. Это не бред сивой кобылы в лунную ночь, а простейшая аналогия с ремонтом клапанного механизма головки блока цилиндра, которую можно смело сравнить с нашей головой. Ага, той самой, где «болеть нечему, одна кость», а она, тем не менее, болит. И совершенно ни к чему добавлять себе головной боли, самостоятельно «химича» чего-то с седлами клапанов.
Проще и надежнее будет доверить ремонт специалисту. Понятное дело, если специалиста под боком нет, придется все делать самому. Но… без настоятельной необходимости пытаться сделать все собственными силами, мягко говоря, негуманно, а то и просто глупо. Итак, не «скальпель, зажим, спирт, огурец», а некоторые сведения, знание которых поможет, по крайней мере «не навредить», а то и помочь пострадавшим седлам клапанов.
Настоятельно предупреждаем: не доверяйте народным умельцам, которые, услышав про ремонт клапанного механизма двигателя, реагируют однозначно: «Нет проблем! Мы в момент притрем, и порядок!» и мелкой рысью отправляются за абразивным порошком, причем добывают его, как правило, не в магазине (денег жалко), а в защитном кожухе электроточила — там его полно, и все задаром. Дело дошло до того, что в продаже стали появляться книжки по ремонту автомобилей, в которых нет ни слова про восстановление формы фасок седел клапанов, зато много всякого понаписано про притирку как средство серьезного ремонта. Если следовать этой логике, то рок-н-ролл вполне может считаться лучшим средством от простуды. А ведь клапанный механизм — один из самых ответственных узлов двигателя, и вкалывать ему приходится ой-ой-ой как. Оно и понятно — коленчатый вал может развивать свыше 6000 об/мин.
Трудно наглядно представить 200 перемещений поршня в секунду. Не легче представить, как может каждый клапан успеть 50 раз в секунду открыться и столько же — закрыться. А если еще вспомнить, что при этом температура сгорающей смеси достигает 2300-2500°С, а сами клапаны, например, выпускные, нагреваются до 600-800°С, то станет ясно: на «рабочем месте» им спокойно и уютно, как в Хиросиме.
Согласитесь, что, хотя седла и сами клапаны изготавливаются из легированных металлов, в таких условиях очень непросто обеспечить герметичность камеры сгорания. Естественно, клапаны, седла и направляющие втулки подвержены износу.
Перечислим основные неисправности клапана и сопряженных с ним деталей:
- обгорание привалочной поверхности клапана и седла с образованием раковин;
- коробление, а то и трещины тарелки клапана и седла;
- механическое повреждение седла неисправным клапаном.
Перечисленные дефекты зачастую связаны с применением нештатного топлива и свечей, неверной регулировкой системы зажигания и привода клапанного механизма.Рабочий износ седел клапанов выражается в деформации граней фасок и нарушении герметичности сопряжения седла с клапаном, что видно по следам прорыва газов (нагара).
Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.
Профиль рабочей фаски клапана практически повторяет форму изношенного седла.
Именно суммой всех обстоятельств объясняется тот факт, что клапанный механизм частенько выходит и будет выходить из строя. Если эти повреждения незначительны, с ними можно относительно успешно бороться с помощью «притирки». В том же случае, если в результате износа или по причине неисправности нарушается геометрия седла клапана и направляющей втулки, притиркой ничего хорошего не добьешься. Тут клапану ваши притирки, как, простите, мертвому припарки, тут требуется значительно более серьезный ремонт.
Чтобы стало ясно, насколько серьезным должен быть ремонт, остановимся хотя бы на том, какую форму имеют седла клапанов и чем обусловлен выбор именно такого конструкторского решения для этой важной детали двигателя. Все дело в том, что к конструкции седла предъявляются различные и часто взаимоисключающие требования, такие, как жаропрочность, износостойкость, надежность уплотнения пары «седло-клапан» и др. Следует также отметить тот немаловажный факт, что форма поверхности седла клапана влияет на процесс наполнения и очистки цилиндра двигателя. Начнем с главного. Первое, что требуется от сопряжения «седло-клапан», — обеспечение герметичности в течение всего срока службы двигателя. На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок).
А — верхняя вспомогательная фаска; В — рабочая фаска; С — нижняя вспомогательная фаска; D — диаметр тарелки клапана; d — диаметр стержня клапана.
Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо, чтобы на практике ширина рабочей фаски седла составляла 1.2 -1.6 мм у впускных и 1.5 — 2.0 мм у выпускных седел, а ее угол в большинстве случаев составлял 45°. Также имеет значение ее расположение относительно рабочей фаски тарелки клапана: место контакта должно приходиться на ее середину. В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
Теперь о дополнительных фасках седла: зачем они нужны? Их основная роль — формирование газовых потоков,поступающих в цилиндр и выходящих из него. Ведь скорость этих потоков в коллекторах головки блока может достигать 60-100 м/сек на разных режимах работы, и при их прохождении через самую узкую часть, т.е. сечение «клапан-седло», возникают значительные завихрения рабочей смеси (воздуха в дизелях) и потока отработавших газов. Вспомогательные наружная и внутренняя фаски уменьшают эти завихрения и способствуют снижению аэродинамического сопротивления в сечении «седло-клапан». В результате достигаются лучшее наполнение и очистка цилиндров двигателя, особенно на больших оборотах. Видите, как все продумано. Конструкторы старались, рассчитывали форму седла и фаски, все, что можно, учли, что нельзя учесть — предусмотрели… А вы — «притирка, притирка».
Нетрудно предсказать, что кустарные, примитивные методы ремонта ни к чему хорошему не приведут. При ремонте такой сложной детали важно не только соблюдение общего принципа действия, но и высокая точность обработки, которая достижима только с помощью качественного современного инструмента и при скрупулезнейшем соблюдении технологии. На Западе это давно поняли, и именно поэтому там капитально отремонтированные моторы имеют такой же ресурс, как новые. А у нас, если удается добиться 70% ресурса, уже считается, что работа сделана на совесть. И в этом не в последнюю очередь виноваты сторонники «дедовских» методов ремонта автомобилей.
Никто не спорит, деды дураками не были, но ведь и машины, с которыми им приходилось иметь дело, были не чета нынешним. Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов.
С помощью инструмента Neway мы восстановим изношенные седла дизельного двигателя Mercedes ОМ 615.
1. Цанговая конструкция направляющего стержня (пилота) обеспечивает его надежное самоцентрирование и неподвижную фиксацию в направляющей втулке клапана.
2. Надеваем на установленный пилот фрезу. Высокая точность обработки обеспечивается прецизионной посадкой фрезы. Зазор составляет 3-5 мкм.
3. На первом этапе при равномерном вращении инструмента формируется нижняя фаска седла. Далее переворачиваем фрезу и обрабатываем верхнюю фаску.
4. Формируем рабочую фаску фрезой с требуемым углом. Как правило, это 45° или 30°. Усилие на фрезу должно быть минимальным.
5. Для контроля расположения контатирующего пояска производим «проявочную» притирку в течение 5-10 сек.
6. При неправильном формировании рабочей фаски седла зона контакта может смещаться. Например, к верхней части фаски клапана.
7. На этом снимке указанный недостаток устранен дополнительным фрезерованием верхней фаски клапана и повторным формированием рабочей.
8. Восстановленное седло. Из-за высокой точности обработки и создаваемого ножами фрезы микрорельеф притирка не требуется, конечно, если клапан восстановленный или новый.
Берём в руки шуруповёрт
Так как далеко не все располагают нужным количеством свободного времени, терпения и усидчивости, народными умельцами был внедрён ещё один метод с использованием шуруповёрта.
Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.
Как притереть клапаны сверху
Весь процесс практически полностью идентичен методу вручную. Главное отличие здесь в том, клапан вращается при помощи инструмента. Кое-кто стержень клапана напрямую крепит в патроне дрели, но для большей эффективности и безопасности в патрон лучше вставить стержень диаметром близким с таковым у стержня клапана. Затем берётся примерно 10-сантиметовый отрезок резиновой трубки и с её помощью соединяются упомянутые стержни. Для пущей надёжности следует резиновую трубку обжать на концах хомутами.
Минимально-необходимый инструмент для притирки клапанов дрелью
Видео: как притереть клапаны дрелью
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана — паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов — от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты — тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене — от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером‐любителей наибольшей популярностью пользуется электродрель для притирки — из‐за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки — приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» — детали, соединяющие тарелки пружины с клапаном.
Нюансы, о которых стоит знать
Опытному ремонтнику приведённые ниже советы могут показаться излишнимися, но начинающему мастеру стоит обязательно запомнить следующее:
- Все рокеры (стоящие на клапанах кулачки) лучше сразу не снимать. Необходимо, чтобы каждый клапан получил обратно свой же рокер. Во время работы двигателя кулачок распредвала и соответствующий ему рокер притираются и если их «разлучить», то могут появиться неприятные щелчки при работе клапанов, несмотря на то, что они перед этим были как следует отрегулированы.
- И также надо понимать, что каждый клапан должен вернуться на своё место. Менять их местами даже после притирки будет не самой лучшей идеей.
- В работе можно использовать различные абразивные пасты. Начать можно с самых крупных и закончить самыми мелкими. Это позволит улучшить получаемый результат.
- Для лучшего прилегания на финишном этапе иногда предлагается использовать машинное масло.
Притирка клапанов осуществляется с использованием различных абразивных паст
Какую притирочную пасту использовать?
На заре автомобилестроения для притирки клапанов использовалась пыль от алмазных кругов, смешанная с машинным маслом. На сегодняшний день данные смеси заменяются разнообразными пастами для притирки. Отличаются они содержанием абразивных элементов, размеров фракций и соответственно ценой.
Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя. Также имеет значение способ притирки – ручной или механический.
Немаловажный фактор выбора пасты – это опыт мастера. К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
В автомобильных магазинах для первичной притирки продается крупнозернистая паста под названиями «Классическая» или «Алмазная». Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Существуют и многофункциональные пасты типа «ABRO Grinding Paste GP-201». Ей можно не только шлифовать клапана, но и очищать металлические детали от ржавчины и даже использовать для заточки режущих инструментов, например, рубанков. Её цена намного ниже специальной «ФАБО», так что, как говорится, в хозяйстве пригодится.
Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.
Важно! Перед покупкой пасты, нужно внимательно прочитать её состав и спектр применения.
Если ремонт застал водителя без пасты, а притирку отложить невозможно – двигатель уже разобран, можно смешать с маслом абразив счищенный с обычной, мелкой шкурки, а для финишной полировки использовать пасту Государственного Оптического Института или более известную под названием, паста ГОИ.
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
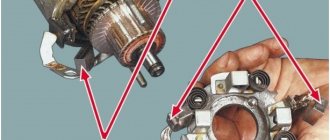
Наглядное сравнение притёртого и непритёртого клапанов
Как правильно притереть — процесс выполнения работ
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.
Чтобы облегчить процесс запоминания и гарантировано исключить ошибку при установке рокеров, опытные автолюбители рекомендуют снимать и притирать клапана по одному. Популярный способ снятия клапанов – с помощью специального съемника (приобретают в автомагазине или на авторынке), но иногда сухари на конусе прилипают и сразу не снимаются. В этом случае, по утверждению опытных «Кулибиных», можно взять подходящую по диаметру трубку и, приставив ее к верху клапана (сухарику), слегка «тюкнуть» молотком. Легкий удар срывает сухарь, если тот залип, и облегчает процесс снятия клапана съемником.
После снятия пружины вытягиваем клапан из седла и визуально осматриваем. После долгой работы, даже если он не прогорел, все равно на нем есть нагар, поэтому проводим притирку клапанов. Для этого понадобится специальный притирочный порошок или паста (Permatex Valve Grinding Compound, паста ГОИ, ВПМ- Авто, М-14 – М-40, и т. д). Пасты применяют сразу, а порошки разводят моторным маслом, при этом получается вязкая субстанция, которая наносится на фаску клапанной тарелки. Пасты и порошки имеют разную величину зерна: крупнее — для первичной притирки, мельче — для финальной.
Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно
Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку
Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс). После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют. Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры. Ещё кое-что полезное для Вас:
Ещё кое-что полезное для Вас:
- Как заменить направляющие втулки клапанов
- Самостоятельная регулировка зазоров клапанов на ВАЗ 2110
- Датчик положения коленчатого вала — проверка, устройство, признаки неисправности
Сальник снимается при помощи пассатижей. Ими захватывают сальник и, проворачивая его из стороны в сторону, извлекают из паза. Главное — нельзя бить по направляющей втулке, чтобы ее не повредить.
Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).
Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.
Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.